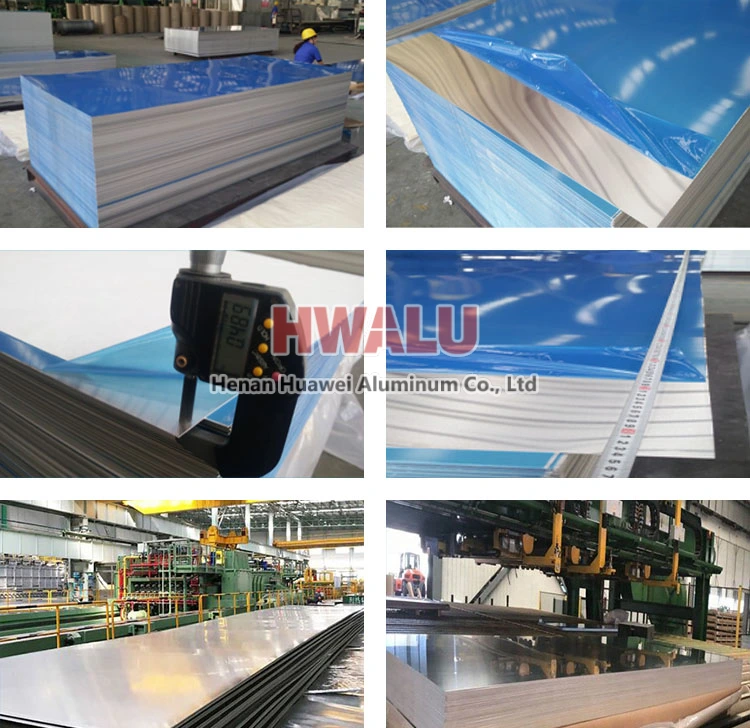
What is the cold rolling aluminium sheet?
Cold rolling of aluminum sheets is usually carried out on a four-high or six-high mill. The cold rolling process of aluminum sheets is generally divided into rough rolling, intermediate rolling, and finishing rolling.
Rough rolling and intermediate rolling focus on increasing pressure, strengthening the production process, and shortening the production cycle. The viscosity of the rolling oil is greater than the finishing time; the finishing focuses on ensuring the surface roughness and shape of the product.

Cold rolling aluminum sheet plate
What are the requirements for cold rolling of aluminum sheets?
Cold-rolled aluminum sheets and strips require finished or intermediate annealing and have higher requirements on product surface quality, shape, and surface brightness. In addition, aluminum also easy to sticks to the roll during cold rolling, resulting in a decrease in the quality of the rolled surface. Therefore, the cold rolling oil for aluminium sheets with good performance should meet the following requirements:
①The viscosity is moderate and the lubricating effect is appropriate.
②Narrow distillation range, high flash point, and good safety.
③It has good cooling properties, which can reduce the temperature of the roll and the rolling piece and control the shape of the plate.
④No corrosion to rolls and equipment.
⑤ Low sulfur, low aromatics, no oil stains on the surface of the strip after rolling and annealing.
⑥ Non-stick roll, easy to filter.
⑦Convenient maintenance and management.
⑧ Non-toxic, low odor, in line with environmental protection requirements.

cold rolled
How to distinguish hot rolled aluminum sheet from cold rolled aluminum sheet
(1) If it is a cold rolled or hot rolled product, usually the hot rolled product surface is brighter.
(2) Electron microscope analysis can not be seen, crystal image can see the difference.
(3) Visual inspection can roughly judge, the simple method is to test the elongation.
The difference between cold and hot rolled aluminum sheets
In the aluminum industry, there are many kinds of aluminum sheets. According to the different production process, aluminum sheet can be divided into cold rolled aluminum sheet and hot rolled aluminum sheet.
The differences between cold and hot rolled aluminum sheets are as follows:
1. Different production processes: in cold rolling, cast-in-place coils (8mm thick) are processed by cold rolling machine, while in hot rolling, aluminum ingots (400-500mm thick) are heated by hot rolling mill.
2. Different raw material supply: The difference between the two lies in the different stock supply. The hot rolled billet is cast aluminum ingot – heated – rolled coil for cold rolling, and the cold rolled billet is cast – rolled coil – cold rolling.

Four – high irreversible aluminum cold rolling mill
3. Different properties: hot rolled aluminum sheet surface quality, mechanical properties and ductility, good oxidation effect. At the same time, the processed aluminum sheet is usually aluminum sheet, which will naturally be affected by the nature of aluminum sheet.
4. Different uses: cold rolled aluminum plate is mainly used for mold, hot rolled aluminum plate is suitable for stamping and stretching.
Cold-rolled aluminum sheet processing technology
Cold rolled aluminum: Aluminum ingot – smelted – rolled into strip by casting mill.
Cold rolling is usually done by longitudinal rolling.
- The process of cold rolling production generally includes raw material preparation, pickling, rolling, degreasing, annealing (heat treatment), finishing, etc.
- Cold rolling uses hot-rolled products as raw materials. Before cold-rolling, the raw materials must be dephosphorized to ensure that the surface of cold-rolled products is clean. Rolling is the main process for deforming the material.
- The purpose of degreasing is to remove the lubricating grease attached to the rolled material during rolling, so as not to contaminate the surface of the steel during annealing, and to prevent carbonization of stainless steel.
- Annealing includes intermediate annealing and finished heat treatment. Intermediate annealing is to eliminate work hardening during cold deformation through recrystallization to restore the plasticity of the material and reduce the deformation resistance of the metal.
- The purpose of heat treatment of the finished product is in addition to eliminate hardening through recrystallization. It also depends on obtaining the required organization (such as various textures, etc.) and product properties (such as deep drawing, electromagnetic properties, etc.) according to the technical requirements of the product.
- Finishing includes inspection, cutting, straightening (flattening), printing, sorting and packaging, etc.
- Cold-rolled products have high packaging requirements to prevent the surface of the product from being scratched during transportation.
In addition to the above processes, there are also their own special processes in the production of some special products. For example, when rolling silicon steel sheets, decarburization annealing should be carried out before cold rolling, and film coating, high temperature annealing, tensile straightening (see tension straightening) and tempering should be carried out after rolling.
Aluminum sheet manufacturers near me
Henan Huawei Aluminum Co., Ltd. is the leader of many aluminum manufactures and suppliers in China. We strictly control the quality and focus on customers. We hope to have in-depth cooperation with you and provide you with high quality aluminum material products custom OEM services. If you want to get the newest and best prices by per kg ( kilogram ) or per ton standard weight, please contact us.
Aluminum sheet plate standard export packing
- The aluminum plate is paperclip or laminated to ensure that the surface of the aluminum plate is intact and free of scratches;
- Plastic film ( HDPE, PVC, PE or PET etc ) protection or hard kraft paper wrapping is used to prevent moisture and rain to ensure that the aluminum plate is clean and free of dirt during transportation (each package has a moisture-proof desiccant to ensure the quality of our products in East China and South China, where there is more rain);
- Installed with wooden brackets and reinforced with steel straps to avoid collision during transportation and to ensure the geometry of the aluminum plate remains unchanged;
- For export products, we use wooden boxes and pallets with fumigation mark for packaging;
- We can also pack according to other packaging requirements of customers;

